نخها ساختارهای خطی هستند که از الیاف یا فیلامنتها تشکیل شدهاند. در این مقاله به تفاوت نخهای استیپل و فیلامنت میپردازیم. ساختار نخ میتواند بر استحکام پارچه، ظاهر، راحتی، زیردست و ویژگیهای دیگر تأثیر بگذارد. دو نوع اصلی نخ عبارتند از:
- نخ استیپل (staple): نخ ریسیده
- نخ فیلامنت (filament): نخ رشتهای یا نخ یکسره
نخ استیپل (staple):
برای توضیح تفاوت نخهای استیپل و فیلامنت ابتدا به روش تولید نخ استیپل اشاره مختصری میشود. این نوع نخ از الیاف در طولهای مجزا، محدود و کوتاهتر از نخ مورد نظر تولید میشود. الیاف به اجرامی هستند که نسبت طول به قطر در آنها بزرگتر از 1000 است. الیاف با سپری کردن مراحل مختلفی به نخ تبدیل میشوند. تمام الیاف طبیعی به جز ابریشم در این دسته قرار میگیرند. نخهای پنبه، پشم و کتان همگی فرآیندهای متمایز خود را دارند. سیستم پنبهای رایجترین سیستم مورد استفاده برای نخهای پنبهای و غیر پنبهای است.
مراحل تولید نخ استیپل
در سیستم پنبهای، ابتدا در مرحله حلاجی، عدلها از غلتکهایی عبور میکنند تا تودههای الیاف از هم جدا شوند و با باز کردن و تمیز کردن ذرات خارجی و گرد و غبار از آنها جدا میشود. بعد از آن مرحله کاردینگ انجام میشود. در کاردینگ الیاف از سوزنهای ریز عبور میکنند و در یک راستا قرار میگیرند. خروجی مرحله کاردینگ رشتهای باریک از الیاف به نام “فتیله (Sliver)” است. الیاف موجود در فتیله کارد، به طور کامل یکنواخت و به اندازه کافی صاف و موازی نیست. به همین دلیل از دستگاه چندلاکنی استفاده میکنند تا خواص مورد نظر در فتیله ماشین کارد ایجاد شود. 6 یا 8 فتیله کارد پس از انجام عمل کشش به صورت یک فتیله جمع آوری میشوند.
این مرحله چندلاکنی یا پاساژ و محصول آن فتیله یا بالشچه نام دارد. سپس فتیله را میتوان یک یا چند مرحله در فرآیند شانهزنی، شانه کرد. مرحله شانهزنی یک مرحله اختیاری است. در این مرحله فتیلههای کارد شده از میان شانههای ظریف عبور کرده و الیاف کوتاهتر آن جدا شده و الیاف بلندتر آن به شکل موازی مرتب میشود.محصول این عملیات، نخ شانه شده نام دارد. عملیات شانه زنی باعث صاف و نرم شدن نخ میشود. در مرحله نهایی تبدیل رشتههای الیاف به نخ روشهای مختلفی وجود دارد که متداولترین آنها به صورت مختصر معرفی میشود:
-
ریسندگی رینگ یا حلقهای (Ring):
پس از سپری کردن مراحل مختلف، رشتهی الیاف با ایجاد کشش در فتیله نازکتر و مقدارکمی تابیده میشود. به این محصول “نیمچه نخ (Roving)” میگوییم. سپس در سیستم رینگ نیمچه نخ به نخ تبدیل میشود. در این روش یک حلقه دور بوبین نخ قرار دارد. این حلقه به طور متناوب به سمت بالا و پایین حرکت میکند و نخ را روی آن میپیچد. یک گیره کوچک، به نام شیطانک، نخ را روی حلقه نگه میدارد. نخ روی بوبین پیچیده میشود که با سرعت بالایی میچرخد و از این طریق تاب متناسب با سرعت پیچش، رشته الیاف را به یک نخ مستحکم تبدیل میکند. نخهای تولید شده با این روش استحکام و نرمی بیشتری دارند. همچنین قابلیت تولید نخهای ظریفتر در این روش بیشتر است.
-
ریسندگی اپن اند یا چرخانهای (Open End):
- در این روش، فتیله الیاف حاصل از ماشین چندلاکنی یا پاساژ به ماشین چرخانه تغذیه میشود. سپس با استفاده از غلتک بازکننده الیاف آن از یکدیگر جدا شده و در داخل شیار جسم دواری به نام چرخانه جمع میشود و در نهایت با استفاده از یک سر نخ آزاد و چرخش چرخانه الیاف درون شیار به انتهای سر نخ پیوسته، تابیده و پیچیده میشوند. نخهای تولید شده در این سیستم یکنواختتر از نخهای رینگ هستند و معمولا برای تولید پارچه جین مناسب هستند.
نخ فیلامنتی
در ادامه بررسی تفاوت نخهای استیپل و فیلامنت به توضیح در رابطه با نخ فیلامنتی میپردازیم. نخهای فیلامنتی از رشتههای یکسره تولید میشوند و استحکام بیشتری نسبت به نخهای استیپل دارند. سطح پارچههای حهصل از آن صاف و لغزنده است. در بین الیاف طبیعی فقط ابریشم به این روش قابل استفاده است. از نخهای فیلامنتی برای تولید پارچههایی مانند ساتن و مخمل که به طور سنتی با نخهای رشتهای ابریشم تولید میشدند، استفاده میشود. برای تغییر خواص نخهای فیلامنتی میتوان با استفاده از عملیات تکسچرایزینگ (تاب مجازی یا تکسچره هوا) آنها را حجیم کرد و حالت داد. این امر باعث میشود نخهای فیلامنت نرمتر، کشسانتر، انعطافپذیرتر و بیشتر شبیه نخهای استیپل طبیعی شوند. همچنین با افزایش نفوذ پذیری رطوبت و هوا افزایش راحتی در مصرف را افزایش دهند.
انواع روشهای تولید نخ فیلامنتی:
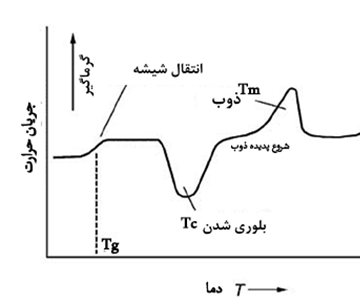
- ذوب ریسی: در این فرآیند، از گرانول پلیمر به عنوان ماده اولیه استفاده میشود. در دمای بالا ابتدا گرانول پلیمر ذوب میشود. در ادامه مذاب پلیمر با عبور از رشته ساز به فیلامنت تیدیل میشود. معمولا رشته ساز دارای تعداد زیادی خروجی برای تولید فیلامنت است. برای آشنایی کامل با فرآیند ذوب ریسی کلیک نمایید.
- خشک ریسی: در خشک ریسی ابتدا پلیمر در حلال مناسب محلول میشود و سپس رشتههای خروجی از رشته ساز به سمت برج بلندی به نام برج ریسندگی هدایت میشود. در اینجا با تبخیر حلال و خروج آن پلیمر به صورت فیلامنت باقی میماند.
- تر ریسی: در این فرایند ابتدا پلیمر به صورت محلول در یک حلال در میآید. رشتههای خروجی از رشته ساز در یک حمام مواد شیمیایی است غوطهور میشوند. در این بخش حلال از محلول پلیمری جداشده و پلیمر به شکل رشتهی پلیمری رسوب کرده و از حمام خارج میشود.
همچنین فیلامنتها را میتوان در صورت نیاز به طول الیاف استیپل برش زد.